





三荣部品大量生产各类开关,产品种类齐全
轻触开关产品系列:
1.2*3、3*3贴片
2.2*4侧按键
3.3*6贴片和侧按键
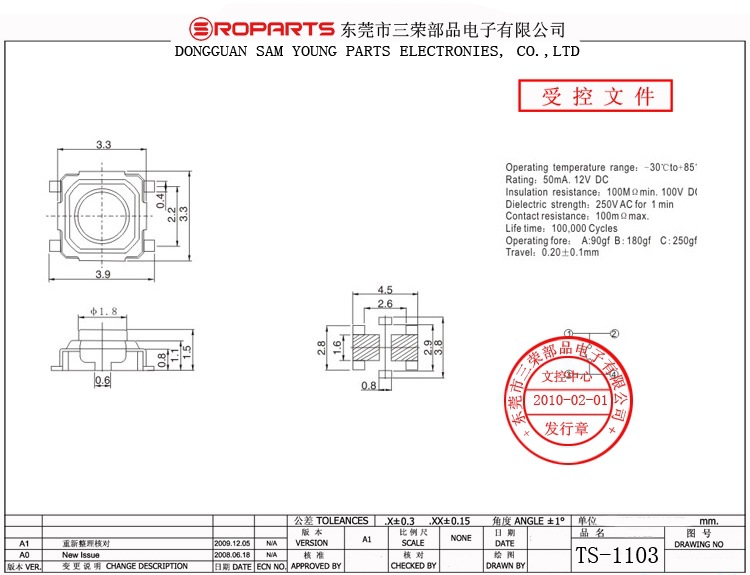
4.4*4贴片,5*5贴纸
5.4.5*4.5贴片和插脚H=3.8-7任选
6.6*6贴片和插脚H=4.3-25任选
7.12*12贴片和插脚,方头和圆头可选H=4.3-20任选
产品简介:
1.龟型轻触开关(主要用于手机按键和侧按键)
2.拨动开关(主要以迷你型的拨动开关为主)
3.拨轮开关(也称三向键开关,摇杆开关,摇头开关)
4.五向开关(也称多功能开关,手机按键开关)
5.检测开关(也称微动开关)
6.按键开关(也称自锁开关和无锁开关)
7.编码开关(编码器)
8.船型开关(KCD1/KCD2/KCD3/KCD4等)
9.手电筒按钮开关(12*8/12*12/8*8/12*17/13*18/12*18/尾部开关等)
10.DC插座、2.5/3.5音频插座等。
种类齐全,样式可选。产品的克力,高度和颜色可任意选择。拨轮开关厚度可选,且颜色多样。
产品质量有保障,价格优惠。量大价格另议。我们还可以根据客户要求为客户开发新产品。
(产品的高度、材质、包装、寿命、力度等不同价格会有所差异,具体价格以与客服确认的为准!谢谢!)

轻触开关广泛用于:
1.影音产品:MP3、MP4、DVD.音响;
2.数码产品:数码相机、数码摄像机等;
3.遥控器:车辆、点卷门、家庭防盗产品之遥控器;
4.通讯产品:手机、车载话机、电话机、楼宇设备、PDA等;
5.家用电器:电视机、微波炉、电饭煲、电风扇等;
6.安防产品:可视对讲机、监视器等;
7.玩具:电子玩具等;
8.电脑产品:摄像头等;
9.健身器材:跑度机、按摩椅等;
10.其他:验钞笔、雷射笔等。
轻触开关使用时的注意事项:
1.给轻触开关端子进行焊接时,如果在端子上施加负荷,因条件不同会有松动,变形及电特性劣化的可能,请在使用时注意。
2.使用通孔印刷电路板及推荐以外的电路板时, 由于热应力的影响会发生变化,所以请事先就焊接条件进行充分的确认。
3.进行两次焊接时,请在第一次焊接部分恢复到常温之后再进行。连续加热可能使外围部变形,端子的松动,脱落及电特性降低。
4.关于焊接的条件设定,需要确认实际批量生产条件。
5.产品以直流的电阻负载为前提设计制造的。使用其它负荷[感应性负荷,电容性负荷]时,请另行确认。
6.印刷电路板安装孔及模式,请参照产品图中记载的推荐尺寸。
7.开关请用于直接由人操作按开关的结构。请不要用于机械性的检测功能。
8.轻触开关操作时,如果施加规定以上的负荷,开关将有被损坏的可能。请注意不要在开关上施加规定以上的力。
9.请避免从侧面按操作部的用法。
10.对于平轴杆型,尽量按下开关中心部。对于铰链结构,按下时轴杆按动位置将移动,请特别注意。
11.开关安装后,因其他零部件的粘结剂硬化等通过蓄热硬化炉时,请与专业人士联系。
12.如果使用开关的整机的周围材料产生腐蚀性气体,将有可能造成接触不良等现象,所以请事先进行充分的确认。
13.碳接触点具有因推压负荷接触电阻发生变化的特性。用于电压分压回路等时,请在充分确认之后使用。
14.关于密闭型以外的型号,对异物的侵入,请充分注意。


【三荣部品轻触开关保存】
▲保存产品时,为了防止端子部变色,请不要在下列条件下保存。
1.高温、高湿环境下
2.有腐蚀性气体的环境中
3.阳光直射的场所
【三荣部品轻触开关使用】
1、操作方法
▲不可施加强力反复操作。在手柄按钮已经按下的请况下进一步加压的话,过大的负荷重量可能导致簧片(弹片)的变形,成为动作不良的原因。
▲特别是对横压型施加过大的负载的话,铆接部会产生破损,成为开关破损的原因。因此在安装、操作时等,请注意不要附加高于过大负荷重量(29.4N、1分钟、1次)的负荷重量。
▲请按手柄可以在垂直方向动作的方向设定开关。只按手柄的一侧,或斜向的操作可能导致耐久性降低。
2、尘埃对策
因为是没有密封构造的开关,因此请勿在有粉尘的场所进行使用。不得不使用的情况下,应该考虑采用覆盖物等保护对策。
三荣部品轻触开关的正确使用方法【关于印刷基板】【关于焊接】
一、关于印刷基板
●印刷基板应以t=1.6mm的单面基板作为标准进行使用。
●使用不同厚度的基板,以及双面穿孔的基板时,可能会影响到开关的配合间隙、基板插入性、焊点耐热性、这些根据穿孔以及基板设计都会有所不同,因此建议实现进行确认试验。
●在印刷基板上安装开关后进行基板分割作业时,可能会有飞散的基板粉进入开关内部,请充分注意。特别是在由于周围环境或工作台上,容器、基板重叠防止而造成基板分割粉或异物附着于开关的情况下,很可能会造成接触不良。
二、关于焊接
1、焊接共通注意事项
●多层积层基板等应事先进行确认试验。根据基板种类、基板设计和接地的不同可能会发生发热变形的情况。
●包括手工修正焊接在内的再焊接,焊接的次数应在2次以下。这时,第一次和第二次作业之间应相隔5分钟以内。待其返回常温后再进行。如持续加热将导致外部轮廓变形、性能受损。
2、自动焊接槽(波峰焊接槽)的场合(B3F、B3W、B3WN、B3J)
●焊接温度:260℃以下
●焊接时间:5秒以内(单面基板t=1.6mm)
●预热温度:100℃以下(环境温度)
●预热时间:60秒内
●请注意不要让发泡焊剂接触开关安装侧的印刷基板上面,若基板上有发泡焊剂的话可能进入到开关而引起导通不良。
3、回流炉(表面实装)的场合
焊接时请在下图的端子部温度曲线范围进行。
●根据回流焊接装置,有时会出现峰值较高的情况,请务必实现进行确认试验。
●表面实装规格的开关在回流焊接槽进行焊接的话,焊接气体、焊剂容易进入,导致按钮开关动作障碍,因此应该避免。
4、手工焊接的场合(全部系列)
焊接温度:烙铁尖端温度350℃以下
焊接时间:3秒以内(单面基板t=1.6mm)
请在焊接作业人员面前确认开关没有从基板上翘起