














| 动力形式 | 其它 |
|---|---|
| 控制方式 | 其它 |
| 频段 | 其它 |
| 驱动形式 | 其它 |
| 作用对象 | 其它 |
| 作用原理 | 其它 |
| 焊接原理 | 其它 |
| 焊接方式 | 其它 |
| 品牌 | ZSUE |
| 型号 | OTK |
| 频段:中频 | 作用原理:单面脉冲电阻焊 |
| 焊接原理:点焊 | **大焊接厚度:0.35(mm) |
| 驱动形式:脚踏 | 作用对象:金属 |
| 加工定制:是 | 加工精度:精密 |
| 动力形式:脚踏 | 规格:DH-01A |
| 电流:交流 | 用途:漆包线的焊接 |
| 控制方式:脚踏 | 焊接方式:点焊 |
| 额定容量:0.75(KVA) |
苏州中苏电子有限公司是一家专业服务于焊接行业的技术公司。属港人投资单位,主要生产精密焊接设备,点焊设备,补线设备,同时提供技术咨询,科研开发以及精密加工等服务。由于主要涉及的是近十年中电子工业领域的焊接工艺改进技术,该类型的焊接技术对很多精密电子产品和电子仪器及其配套产品的生产带来巨大的作用,多次得到工业园区和及相关领导的关注,同时也得到众多已经通过工艺改善得到长足进步或显著收益的客户的高度认可和赞扬,公司先后在深圳,广州,北京,上海,温州等地设点,于2005年设立苏州吴中办事处,后在苏州工业园区成立中苏电子。
公司的宗旨是通过新型环保的点焊技术,让更多的生产企业能在微型焊接技术的协助下,更高效地生产精细和高品质的产品,更**地研发先进有竞争力的新产品,为精密电子元器件,各类IT零件产品,军事电子专门产品,微细电子技术的发展提供支持。
公司提出以客户需求为起点,把精密焊接技术中的优势发挥出来,为生产节省成本,为成品创造品质,为环境污染作出改善。每一个客户的需求,都是新的挑战,中苏人都会以十分的热情,带给您**的解决方案和周到的服务。
精密电子点焊机主要技术参数
*电源输入:220V,50HZ或115V,60HZ
*焊接效率:2000点-7200点/小时
*焊接电压:0-2.5V
*焊接电流:0-300A
*焊接时间:2-20MS
*焊接压力:0.2-2.0KG
*焊接线径:Ф0.005 mm—Ф0.380 mm
*能焊接的金属线:宽度2mil—20mil ,厚度0.005mil—21mil (1mil=0.0254mm)
***大输出功率:750VA
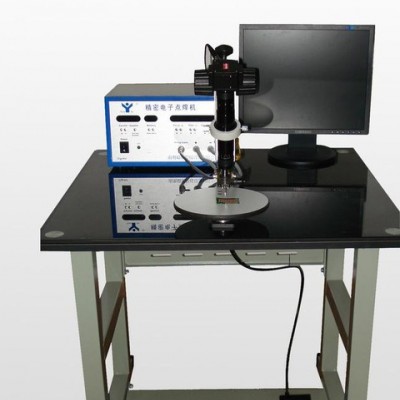
机器结构
中苏电子点焊机主要由主机,机头,脚踏传动装置,玻璃台面桌子,光学部分五大部分组成
各部分功能如下:
主机----机器的**部分,为焊接提供稳定的输出电源。
机头-----由压力传感系统和压力传输装置构成,用于焊接压力的实施和调节。
脚踏传动装置----通过脚踏板来控制焊头的上下运动。
玻璃台面及桌子----一个光洁平整的工作平台,让机头固定在桌子上面。
光学系统----主要由CCD摄像头,用于光学放大的单筒显微镜以及显示器组成,用来观察焊接时焊点的情况。
焊接原理
1.输出原理
中苏电子点焊机的主机由一种特殊的大容量电容器构成,它具有充放电速度快、对环境无污染、循环寿命长等特点,该款储能电容被誉为本世纪**环保的一种新型绿色能源。内部以智能相控集成模块为核心,外围加控制保护电路,主电路采用功率半导体模块作调整元件,控制电路使用模拟自动跟踪调节、软启动、限流保护等现代电子技术,能达到稳压、限流充电功能,而且稳压值可调,在电容放电后快速实现电容的自动充电。同时,经过改良的反馈电路,让每一次的输出都非常稳定。
2.焊接原理
该电子点焊机的**是能直接焊接漆包线,该功能主要是通过一种特殊结构的焊头来完成,焊头由两片导电性能很好的金属粘在一起组成,两片金属中间是绝缘的,只有在**的地方有一个接触,这个接触形成一个很小的电阻,焊头的底端是平整光滑的。当压力装置把焊头压在漆包线上的时候,压力会不断加大,当漆包线对焊头的反作用力达到设定的焊接压力时**会触发一个脉冲电流,电流的时间很短,一般在几毫秒到十几毫秒之间,大小约有几十到一百多安倍左右,电流从焊头底端流过,在焊头**的接触电阻会发热并产生电火花,这个热量能把漆包线的漆皮去掉并且大量的热量会传递到漆包线的内部的铜线上。与此同时,另一部分电流会从焊头底端流过被烧掉漆皮的铜线,铜线本身也在发热,铜线在短期内温度达到熔点前的熔融状态,在压力的作用下和底下的金属形成新的熔核,通过这个过程漆包线**与金属基底连接了起来。因为是金属间的直接连接,所以能使焊接完成得又快又好。
安装方法
1.桌子的安装
把桌子的四大块从包装里拿出来,找到桌脚上的八个孔的位置,中间有空的挡板装在后面, 凹面向里;中间没有孔的挡板装在下面,凹面向下,把八根螺丝打紧。把木板放到桌架上面,有孔的放到前面来。可以把桌子反过来以方便固定对应的螺丝。把玻璃板对应放到木板上去。
2.机头的安装
把方铝固定在桌子上,注意大孔的位置要整齐才打紧,把脚踏板拿出来,并把脚踏板底部的弹簧挂上去,让拉索头露出来。把拉索头从桌子底下穿过方铝块的大孔伸出来,再拿起机头,把拉索头穿进机头上的固定轴内的孔位,这一步需要把焊头夹往外拉出来,难度较大,可以两人操作,对准后用配套的十字螺丝把拉索和机头内的拉索连接起来,然后把机头放松让拉索头进入固定轴内。再把机头插到方铝的大孔中,根据工件的高度调整好高低并把方铝右边的螺丝打紧。
3.主机的安装
把主机从包装里拿出来,放到机头后方,把两条电缆打紧在焊头夹上。注意调整主机与机头之间的距离,不能因为放得太近让电缆处于弯曲受力状态。
4.光学系统的安装
把显示器和数据线放到桌子右边调整好位置,把显微镜的安装架伸到机头上方的固定架内,把安装架的圆轴底端伸到固定架圆孔边缘。把CCD和单筒显微镜连接好,装在安装架上,把数据线与显视器连接好,开电源调整好显示的位置,调整放大倍数和焦距使焊点的地方看得**,然后把固定架上固定安装架的螺丝打紧。
按键功能介绍
◆电压调整----电压调节,通过"+" "-"来调整电压大小,每次调整 0.02 V
◆时间调整----时间调整通过"+" "-"来调整时间长短,每按一次调整 0.01MS
◆压力调整---- 通过"+" "-"来调整焊接的压力大小,每按一次调整0.02KG
◆储存和读取按键---- Read键为读取,按该键的时候,会轮流显示内存里所有的参数,第0组为临时保存组,关机后没有保存数据,不能读出来。
Store键----为储存功能,要把当前的电压时间压力电流超限报警等参数保存下来,只要长按Store 键三秒,三秒后会有提示保存成功。
要保存一组参数----在设定好了以后同时按住Store 和Read两个键三秒,三秒了以后会提示表示保存成功。
提示:
要删除一组参数,只要把该组参数的电压值调到0,然后按保存键**可以把该组删除掉。
要实现锁键功能,只要依次按Store键 电压"+" 时间"+" 压力"+",要取消该功能则依次按Store键 电压"-" 时间"-" 压力"-"。
要实现顺序点焊功能----连续按五下Read键,能实现所有存储数组的轮流顺序使用,再连续按五下Read键则取消该功能。
◆计数和电流状态切换键----能在显示焊点数,报警电流设定,报警电流误差值设定间切换显示
在显示A时,焊接时能显示出焊接的电流在该状态下可以通过调整"+" "-"来设定电流的参考值
再按一下计数和电流状态切换键,可以调整电流的误差值。当实际电流在误差值外时会报警。
在计数状态时可以长按计数键以清零。
功能表:
功能
实现办法
功能介绍
数据储存功能
调整好参数后,按STORE键三秒
把当前包括电流误差设置等的焊接参数存储到一组数据中
数组增加功能
把新数组的参数调好后同时按Read键和Store键三秒
建立一组新的数组
数据删除功能
把Voltage电压值调到零,按Store键三秒
把当前的这组数据去掉
数据保护功能
依次按Store Voltage+ Time+ Force+对数据保护,按Store Voltage- Time- Force-取消保护功能
当对数据保护后,只有Read 键和计数和电流状态切换键能用,其他按键失效
顺序点焊功能
连续五次按Store键,取消也是按五次Store键
循环使用所有存储组的焊接参数
压力误差矫正功能
把焊头踩到离工件少于1mm处,同时按Force+ Force-键
能把外力数据读进微机内,微机对该数据作出补偿,以保证焊头与焊件间的压力与预设的数值相符合
电流监控功能
按计数和电流状态切换键
能看到每次的焊接电流平均值
过流保护功能
按计数和电流状态切换键到显示电流A位置,这时可以调整参考电流,再按一次计数和电流状态切换键,A字母在闪烁,这时可以调整参考电流的误差范围值
能防止电流过大把工件烧坏,也能用于设定一个标准来判断焊头的好坏
休眠省电功能
长时间没有操作自动进入休眠状态,按Read键可重新使用
能更节能环保,更安全
计数功能
按计数和电流状态切换键,在计数状态长按三秒能清零
能记录焊点数
焊接过程与技巧
(1) 焊接的顺序
先把工件放到焊头底部,根据工件的高低来调整焊头的高低,一般的标准是未操作前焊头底端离焊点位置5mm左右。焊头的高低调整根据需要有三种方法:
◇如果工件很大,需要大幅度调整机头和焊头夹的高低或左右位置,把固定机头的方铝上的两个固定螺丝用打松,机头这时能上下挪动,从而调整焊头的高低。
◇如果机头已经固定或没办法移动,可以用4.0的内六角打松机头面板的右边的固定螺丝,调整焊头夹的滑轴上下来调整高低。
◇如果只是很小的移动,只要把焊头松开调整上下高度**可以了。
把焊头对准工件焊点,根据线径调整好焊接电压,时间,压力三个参数,用脚控制脚踏板把焊头踩下,当焊接完成并有声音提示时,松开焊头进行下一个工件焊接。
(2) 焊接技巧
熟练是操作的主要技巧,包括脚踩脚踏板的力度,脚和手配合的速度,根据线径调整参数的经验,根据焊接情况调整参数的经验。所以一般需要工人持操作**上岗。
◇对线技巧,可以在焊接前先用焊头轻碰或压一下线,以确定焊点的位置,然后再施力焊接。
线尽量经过焊头的底部中间的两端才能取得**好的焊接效果。显示系统上有一个视觉差,因此要把线放到焊头的中间需要习惯一下看起来是把线压到后面的这种感觉。
電話: 0512-62922755 傳真: 0512-62921755















